
Authors: Sean M. Muyskens, Robert C. Goldstein
Location/Venue: IMAT 2022 New Orleans, Louisiana






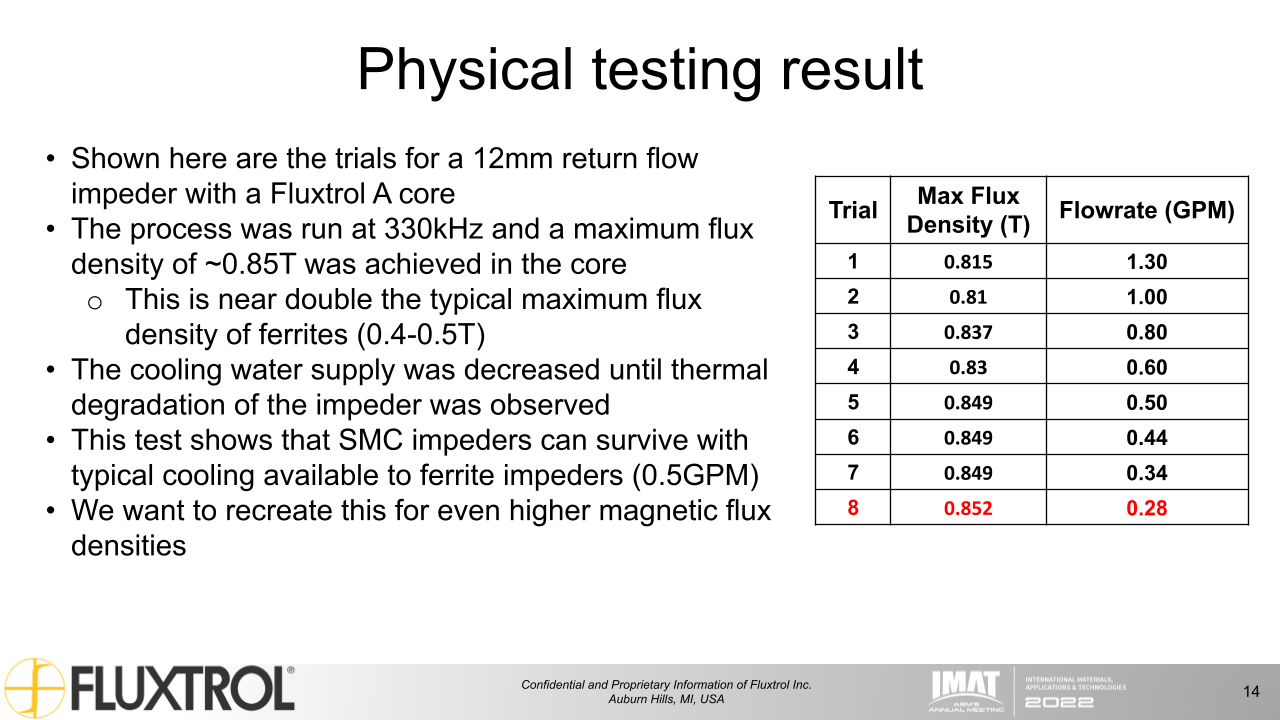
| Trial | Max Flux Density (T) | Flowrate (GPM) |
|---|---|---|
| 1 | 0.815 | 1.30 |
| 2 | 0.81 | 1.00 |
| 3 | 0.837 | 0.80 |
| 4 | 0.83 | 0.60 |
| 5 | 0.849 | 0.50 |
| 6 | 0.849 | 0.44 |
| 7 | 0.849 | 0.34 |
| 8 | 0.852 | 0.28 |
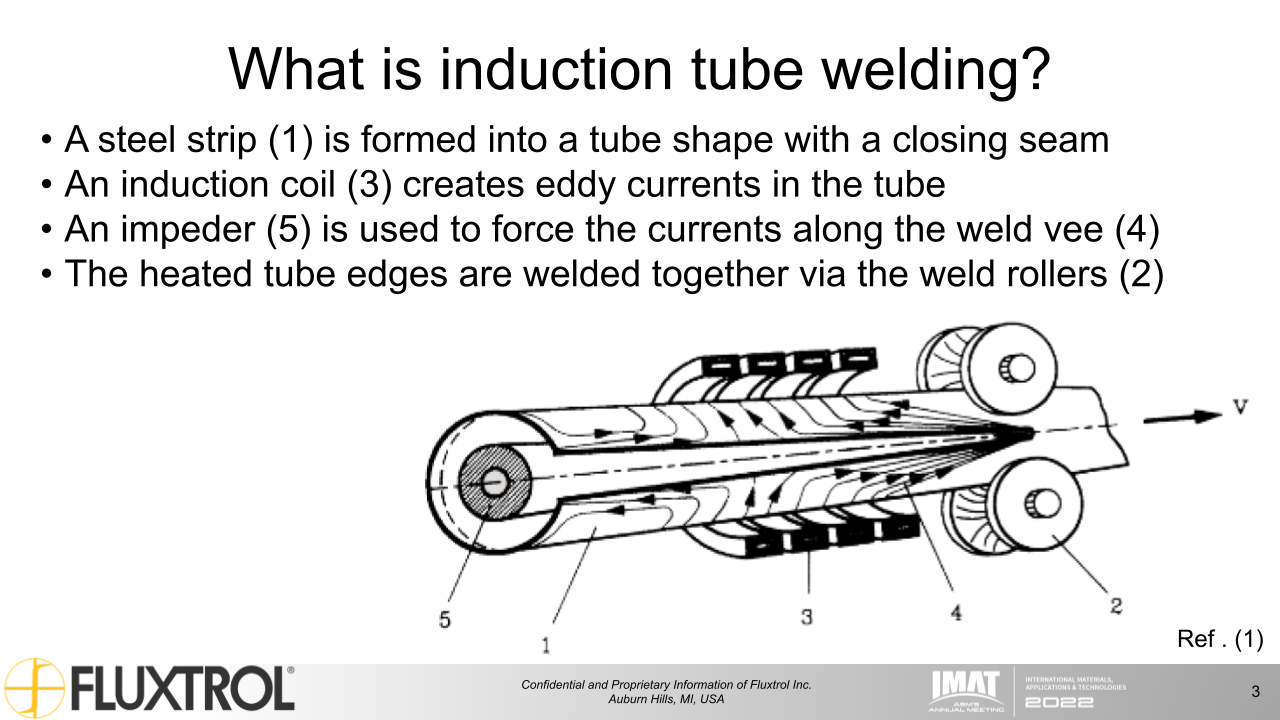
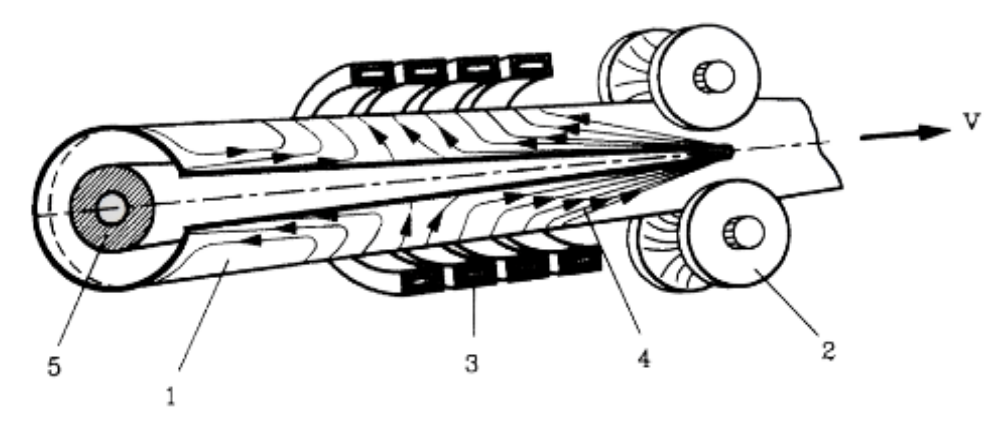
[1] Image taken from UIE book “Induction Heating – Industrial Applications”
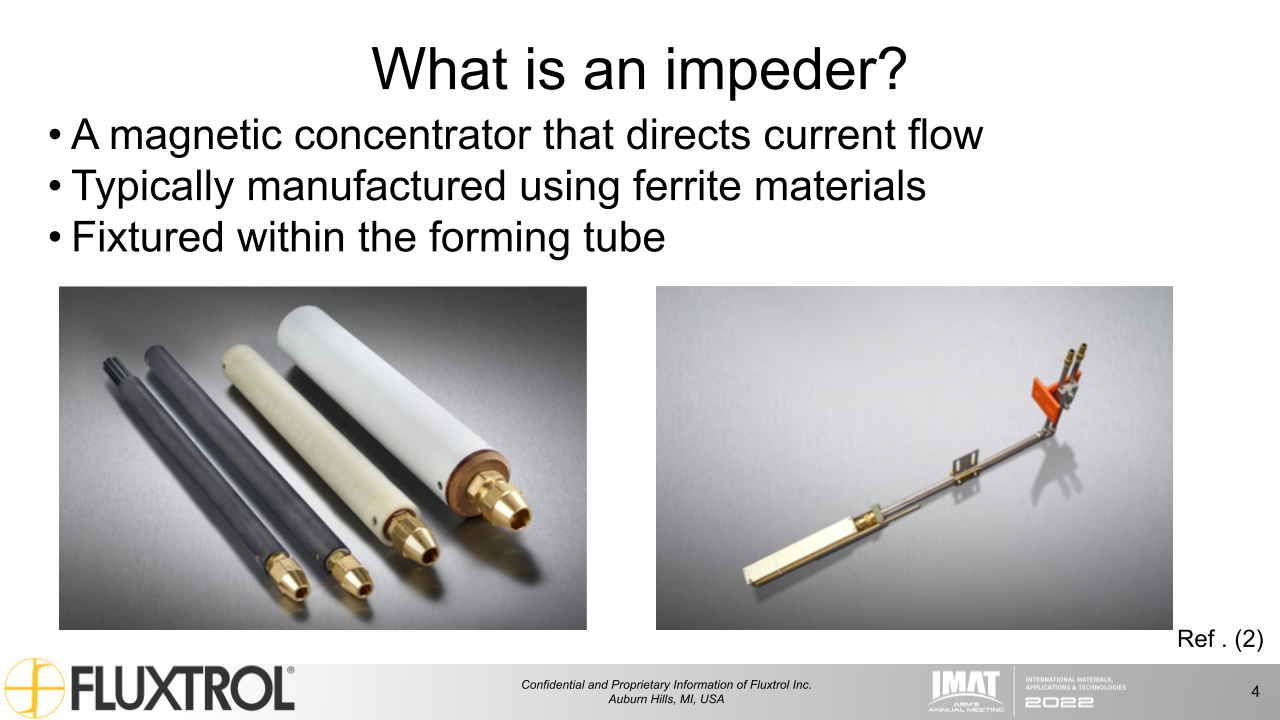
[2] https://www.efd-induction.com/en/induction-heating-equipment/weldac-tube-welder
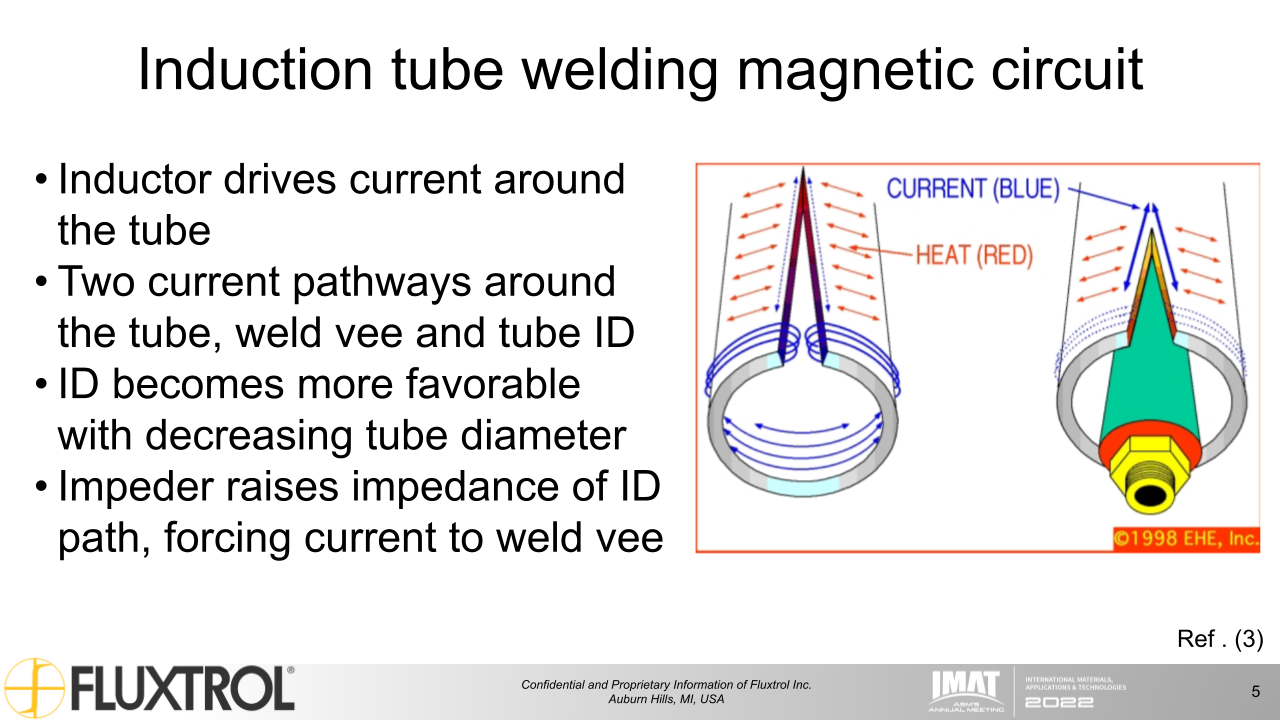
[3] Image taken from Tube & Pipe Technology “Optimizing Efficiency in HF Tube Welding Processes”
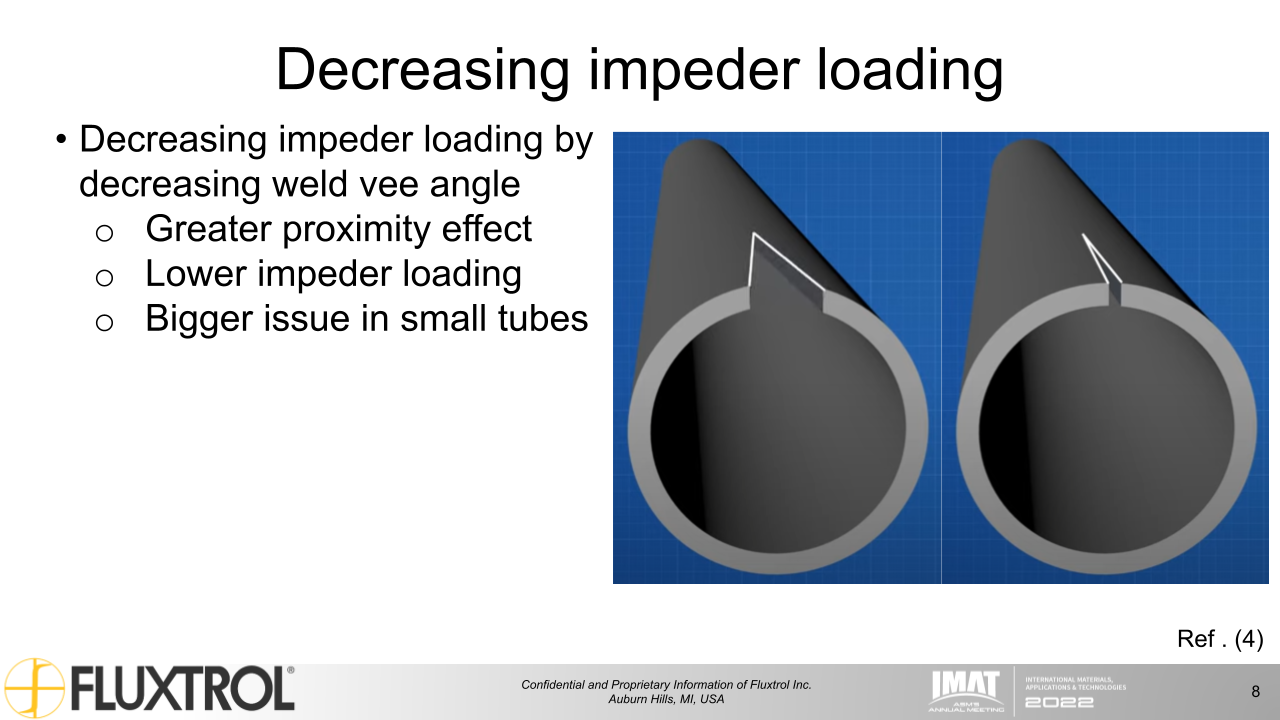
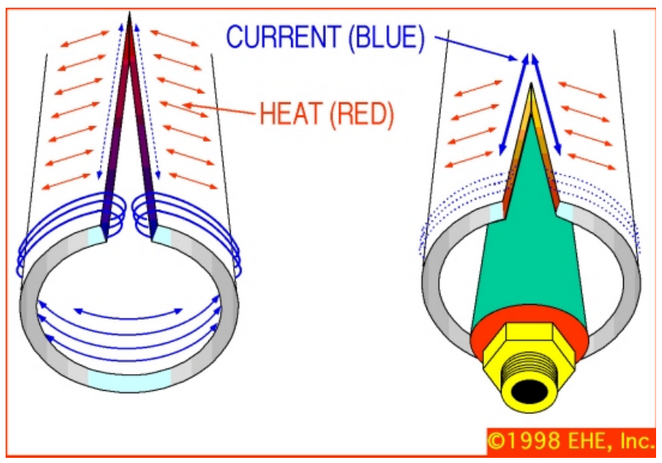
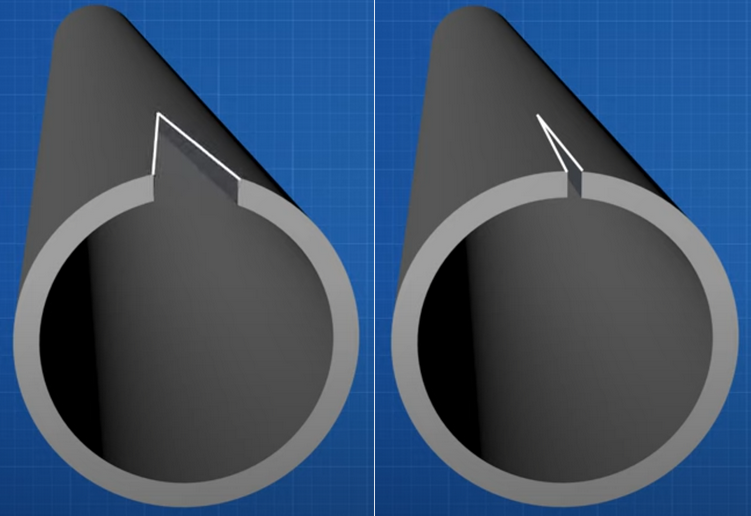
[4] Images taken from Thermatool Corp’s YouTube “Proximity Effect for High Frequency Welding of Tube and Pipe – Thermatool”
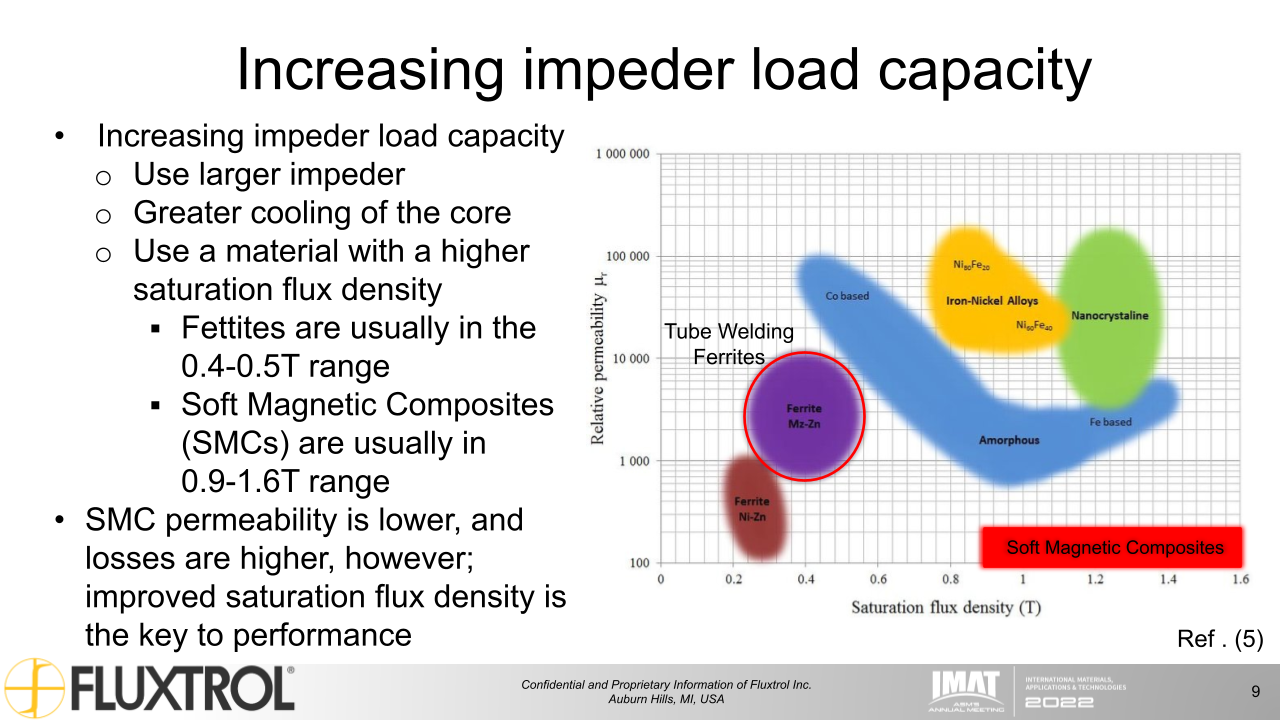
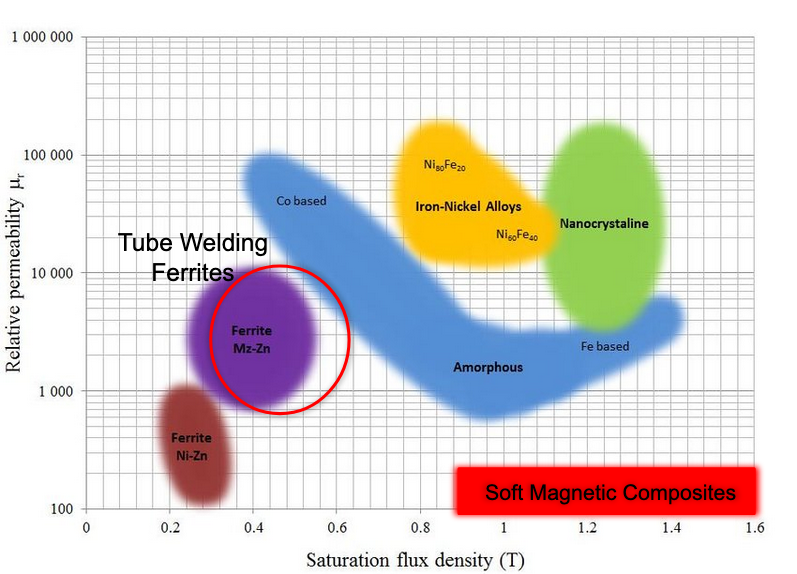
[5] https://www.researchgate.net/figure/Relative-permeability-vs-saturation-flux-density_fig1_321357089
Our knowledgeable Customer Service team is available during business hours to answer your questions in regard to Fluxtrol product, pricing, ordering and other information. If you have technical questions about induction heating, material properties, our engineering and educational services, please contact our experts by phone, e-mail or mail.
Fluxtrol Inc.
1388 Atlantic Boulevard,
Auburn Hills, MI 48326
Telephone: +1-800-224-5522
Outside USA: 1-248-393-2000
FAX: +1-248-393-0277