Information
Authors: Prem Vaishnava, Mitchel Madeira, Doug Whittaker, Robert C. Goldstein
Location/Venue: ASM HTS Heat Treat 2019 Detroit, Michigan
Download Presentation
Abstract
Soft Magnetic Composites (SMCs) are widely used in Induction Heat Treating (IHT) applications to increase system efficiency, improving heat pattern control, and preventing undesired heating of adjacent areas of the work piece or machine components. SMCs consist of soft magnetic particles, individually insulated from one another by organic and/or inorganic materials. In most induction heat treating applications, the lifetime of an inductor is limited by the fatigue life of the copper. In severe applications, the lifetime is also limited by the lifetime of the magnetic flux controller. The typical source of failure in magnetic flux controller is corrosion caused by elevated temperature and exposure to the oxidizing agent such as quenchants and air surrounding the induction coil.
Coating SMCs can modify their surface properties and significantly enhance their corrosion resistance. In this paper, we have coated four commercially available SMCs with ceramic polymer-based coating materials with different surface preparation techniques. ASTM D1735 humidity test was performed for 168 hours. We found that with proper coating technology, the materials do not show degradation during the standardized testing.
Introduction
The requirements for induction heat treating continue to become more demanding, leading to more complex shaped inductors with needs to locally vary the power density in the component. Also, manufacturers expect longer induction coil lifetimes in order to compete in today’s global manufacturing environment. SMC’s are particularly well suited for use in heat treating applications, because they can be machined to precise dimensions to strongly influence the distribution of power density along the surface of the workpiece enabling faster heating and better heat pattern control [1-4].
SMC’s used for induction heat treating consist of soft magnetic particles individually insulated from one another through organic and/or inorganic materials. In most induction heat treating applications, the expected lifetime of the inductor is limited by the fatigue life of the copper [2]. In some of the most severe cases, the lifetime of the inductor is limited by the lifetime of the magnetic flux controller. One of the more common root causes of failure of SMC’s in these applications is corrosion. All SMC’s have some level of porosity. Corrosion of the soft magnetic particles in the composite is caused by a combination of elevated temperatures and exposure to oxidizing agents (quenchants, air, etc.). These conditions can lead to the formation of conductive oxides that bridge the particles in the SMC composite. Once these conductive bridges form, the electrical resistivity of the bulk SMC in this region of the composite drops, resulting in increased heating of the core due to regional eddy currents. These regions tend to grow, leading to additional temperature rise in the core which eventually results in coil failure due to either excessive eddy current heating of a region of the core, or dielectric failure of the core resulting in short circuiting turns of the coil. Absent the presence of oxidizing agents (such as in a vacuum or inert atmosphere), SMC’s can usually work at elevated temperatures indefinitely (up to and exceeding 300 C depending upon the specific conditions).
The goal of this study is to increase concentrator lifetime when operating at elevated temperatures in the presence of oxidizing agents. The ceramic polymer matrix coatings are designed to create a surface layer on the material that is impervious to oxidizing agents that is flexible enough to withstand material dimensional movement during heating and cooling cycles. On wrought materials with similar composition to the soft magnetic components of the SMC’s, these coatings have been shown to have excellent corrosion resistance.
Prior to applying the ceramic polymer matrix coatings, two different surface preparation methods were tested. The first method is only to clean the surface prior to the coating. Under this scenario, all the additional corrosion resistance would come from the ceramic polymer matrix coating.
The second method is a surface sealant designed to fill the pores near the surface of the material and smooth any irregularities in the material from the prior machining processes. The idea behind this process is to provide redundant protection if corrosion penetrates the outer ceramic polymer matrix layer. If the conductive oxides are limited only to the surface of the material, the equivalent electrical size of the internal conductive regions is too small to generate significant electrical losses in the material causing minimum additional material degradation.
In this paper, we coated four commercially available SMCs, Fluxtrol 100, Fluxtrol A, Fluxtrol 50 and Ferrotron 559H with ceramic polymer-based coating materials with two different surface preparation methods. ASTM D1735 humidity test were performed for 168 hours to evaluate the resistance to aqueous environments that are common in induction heat treating environments.
Experimental
Total of 24 rectangular panels of size 3” x 4” x ¼”” were prepared for the trials using four SMCs. Half of the samples were machined, etched and cleaned using a solvent prior to coating. The other half of the samples after being machined and etched, also underwent an additional surface preparation treatment. All 24 samples were used for humidity testing. No control samples (uncoated material) were used in the trials.
Three different types of ceramic polymer coatings were used for the protection of SMCs, labeled coating A, B and C. Coatings A is applied cold and were subject to a room temperature cure. Coatings B and C were applied cold and then underwent a low temperature heat curing process. The thickness of the coating on all samples was between 0.0005” and 0.002”. The variation in coating thickness is due to normal variation in coating technique and not related to the coating type.
Humidity Testing: This test is designed to simulate corrosion due to water, which is a common condition in induction heat treating applications due to quenchants. For this investigation, the humidity tests were performed according to the ASTM D1735 protocol at a certified test laboratory. All the humidity tests of this investigation were performed in open conditions at a temperature of 100 °F with 100% humidity. The samples were examined visibly at 24, 48, 72 and 168 hours of test time.
Results and Discussion
Humidity Testing:
All the samples showed improved corrosion resistance due to the coating after 168 hours of testing, as only localized corrosion was observed on some samples (Table 1). In the past trials, these four materials have shown some level of corrosion after 24 hours of exposure at these conditions.
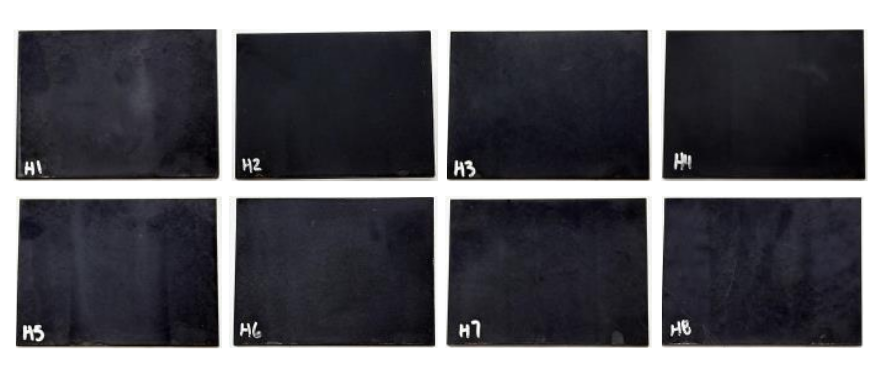
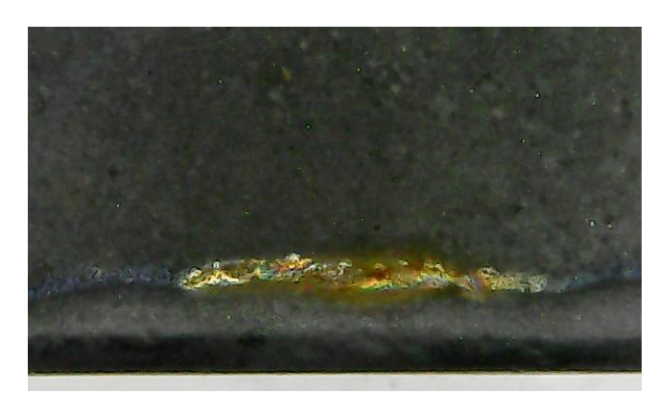
The best results were achieved using coating A. No appreciable change in appearance was observed after 24, 48 or 72 hours of exposure in all 8 samples tested (4 materials, with or without additional surface preparation). After 168 hours, 7 of 8 samples coated with material A showed no appreciable visual change after 168 hours of testing (Figure 1). The 1 sample that did, Fluxtrol 100 with additional surface preparation, showed corrosion initiating near the central bottom edge of the material where there appeared to be a coating thickness irregularity (Figure 2). It is the belief of the authors that this could be resolved through improved coating technique and putting a small radius on the machined corners prior to coating.
| ASTM D1735 | Surf. Prep. | Hours of Testing | |||||
|---|---|---|---|---|---|---|---|
| Sample | Material | Coating | 24 | 48 | 72 | 168 | |
| H1 | Fluxtrol A | A | Yes | No | No | No | No |
| H2 | Fluxtrol A | A | No | No | No | No | No |
| H3 | Fluxtrol 50 | A | Yes | No | No | No | No |
| H4 | Fluxtrol 50 | A | No | No | No | No | No |
| H5 | Fluxtrol 100 | A | Yes | No | No | No | Yes |
| H6 | Fluxtrol 100 | A | No | No | No | No | No |
| H7 | Ferrotron 559H | A | Yes | No | No | No | No |
| H8 | Ferrotron 559H | A | No | No | No | No | No |
| H9 | Fluxtrol A | B | Yes | No | No | No | No |
| H10 | Fluxtrol A | B | No | No | No | No | No |
| H11 | Fluxtrol 50 | B | Yes | No | No | No | No |
| H12 | Fluxtrol 50 | B | No | No | No | No | Yes |
| H13 | Fluxtrol 100 | B | Yes | Yes | Yes | Yes | Yes |
| H14 | Fluxtrol 100 | B | No | Yes | Yes | Yes | Yes |
| H15 | Ferrotron 559H | B | Yes | No | Yes | Yes | Yes |
| H16 | Ferrotron 559H | B | No | No | No | No | No |
| H17 | Fluxtrol A | C | Yes | No | No | Yes | Yes |
| H18 | Fluxtrol A | C | No | No | No | Yes | Yes |
| H19 | Fluxtrol 50 | C | Yes | No | No | Yes | Yes |
| H20 | Fluxtrol 50 | C | No | No | No | Yes | Yes |
| H21 | Fluxtrol 100 | C | Yes | No | No | Yes | Yes |
| H22 | Fluxtrol 100 | C | No | No | No | Yes | Yes |
| H23 | Ferrotron 559H | C | Yes | No | No | No | No |
| H24 | Ferrotron 559H | C | No | No | No | Yes | Yes |
The results with coating B were not as good as those for coating A, with 4 of the 8 samples showing some signs of corrosion after 168 hours of testing (Figure 3). The onset of corrosion also occurred earlier. After 24 hours, both Fluxtrol 100 samples (H13 and H14) showed some signs of corrosion. After 48 hours, the Ferrotron 559H sample with surface preparation (H15) showed signs of corrosion initiation. After 168 hours, the Fluxtrol 50 sample without surface preparation (H12) began to show signs of corrosion.
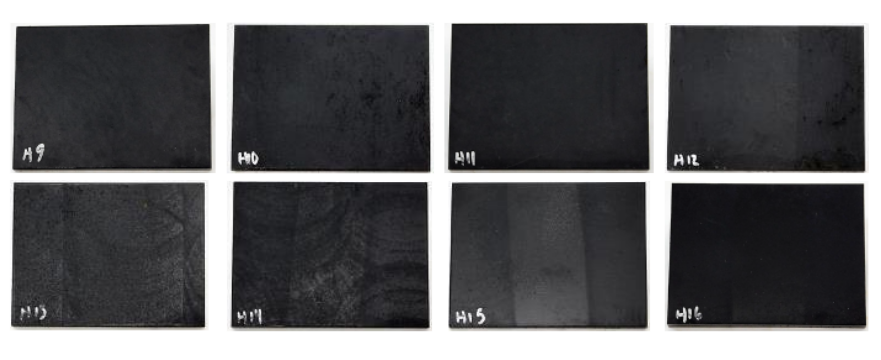
In the materials with Coating B the corrosion occurred on multiple points on the flat surface where there appeared to be pores in the coating (Figure 4). This shows that the integrity and quality of Coating B not as good as Coating A.

Figure 5 shows the four SMCs coated with Coating C. These samples also showed greater amount of corrosion than that of the SMCs coated with Coating A. 7 out of the 8 samples showed some signs of corrosion after 168 hours of testing (Figure 5). Interestingly, no corrosion was observed after 24 or 48 hours of testing. At 72 hours, corrosion was observed in 7 of the 8 samples. Most of the corrosion occurred near the corners of the material, where there were coating defects.
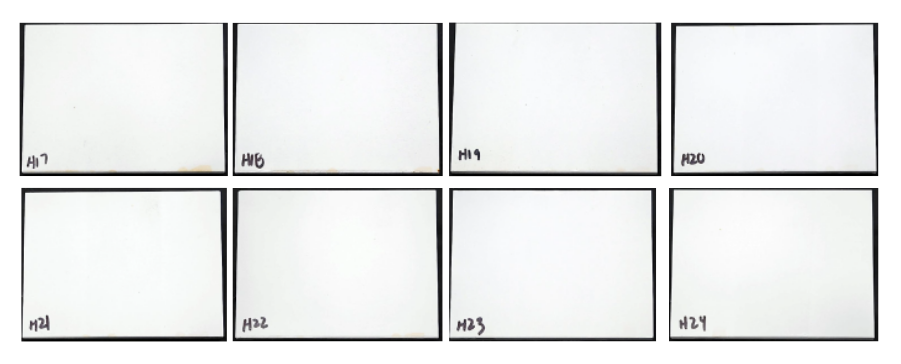
With the samples of Fluxtrol A with Coating C (H17 and H18), corrosion occurred in a very similar location near the bottom corner of the sample. In the sample with the additional surface preparation treatment (H17), there is only a minor surface stain. In the sample without the additional surface treatment (H18), there are areas which show signs of more severe corrosion in addition to the light surface stain region. This may be some evidence that the surface treatment is helping to prevent corrosion from penetrating deeply into the material. Additional trials and investigations are required to determine if this is indeed the case.

Conclusions
Coating SMCs can modify their surface properties and significantly enhance their corrosion resistance. In this paper, we have coated four commercially available SMCs with 3 different ceramic polymer-based coating materials with two different surface preparation techniques. ASTM D1735 humidity test was performed for 168 hours.
All the samples showed improved corrosion behavior as compared to previous trials with uncoated materials. The best results were achieved using Coating A. With this coating, no appreciable visual change was noted on 7 out of the 8 samples. On the eighth sample, corrosion was observed near an edge where there was a surface irregularity in the coating. It is the belief of the authors that this could be resolved using improved coating techniques and adding a small radius to the machined corner. This has proven effective in the past by the authors to improve coating quality on SMC’s.
This testing did not provide enough evidence whether there was an advantage or disadvantage to the use of the surface preparation method. The difference in the number of samples and at different duration showing visual appearance change at different time intervals was not well correlated to whether the additional surface preparation technique was used prior to coating. Also, the surface preparation technology is designed to prevent corrosion penetration into the bulk of material, rather than surface corrosion; whereas, this test only identified the presence of local surface corrosion. Additional testing is required to determine if there are benefits of this additional processing step.
The results presented demonstrate the potential to significantly improve the corrosion resistance of SMC’s in induction heat treating applications. In cases where the root cause of the induction coil failure is corrosion of the SMC, applying a ceramic polymer matrix composite to the machined component has the potential to increase the induction coil lifetime.
References
[1] R.C. Goldstein, Magnetic Flux Controllers in Induction Heating and Melting, ASM Handbook Vol. 4C, pp 633-645 (2014)
[2] R.C. Goldstein, et. al, Design and Fabrication of Inductors for Induction Heat Treating, ASM Handbook Vol. 4C, pp 589 – 606 (2014)
[3] R.E. Haimbaugh: Practical Induction Heat Treating, ASM International, Materials Park, Ohio, USA, 2001.
[4] V.S. Nemkov, R.C. Goldstein, Design Principles for Induction Heating and Hardening, Chapter 15 in Handbook of Metallurgical Process Design, G Totten, K. Funatani, and L. Xie, Eds., Marcel Dekker, New York, New York, USA, 2004.
If you have more questions, require service or just need general information, we are here to help.
Our knowledgeable Customer Service team is available during business hours to answer your questions in regard to Fluxtrol product, pricing, ordering and other information. If you have technical questions about induction heating, material properties, our engineering and educational services, please contact our experts by phone, e-mail or mail.
Fluxtrol Inc.
1388 Atlantic Boulevard,
Auburn Hills, MI 48326
Telephone: +1-800-224-5522
Outside USA: 1-248-393-2000
FAX: +1-248-393-0277
Related Topics
- ASM HTS 2019 Design Improvements to a Short Time Dilatometry Testing System as Applied to High Carbon Steels
- ASM HTS 2019 Improving Inductive Welding System Performance with Soft Magnetic Composites
- Modeling of Short Time Dilatometry Testing of High Carbon Steels
- Influence of Heating Rates on Temperature Gradients in Short Time Dilatometry Testing